高頻、高速(sù)混壓板(四種材料混壓)技術案例
發布(bù)時(shí)間:2026-04-21 16:39:52
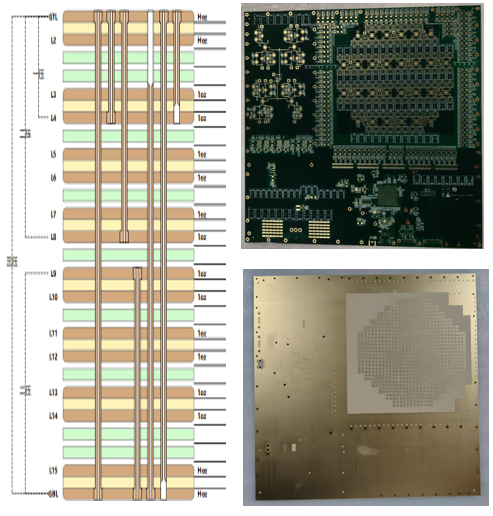 |
產品介紹 Ø 應用領域:航空航天 Ø N+N+N三次壓合 Ø 16層混壓 Ø 板厚5.0mm Ø 板材:M8+M7+PTFE+陶瓷 Ø 25組阻抗且阻抗公差±5% Ø 表麵處理:化金 |
技術難點:
1、N+N+N多次壓合挑戰:產品采用 N+N+N 多次壓合結構,層壓工序多、疊加效應顯著,需同時保證各次層(céng)壓的層間對(duì)位精度、板材(cái)漲縮一致性及層間結合可靠(kào)性,控製難度大。
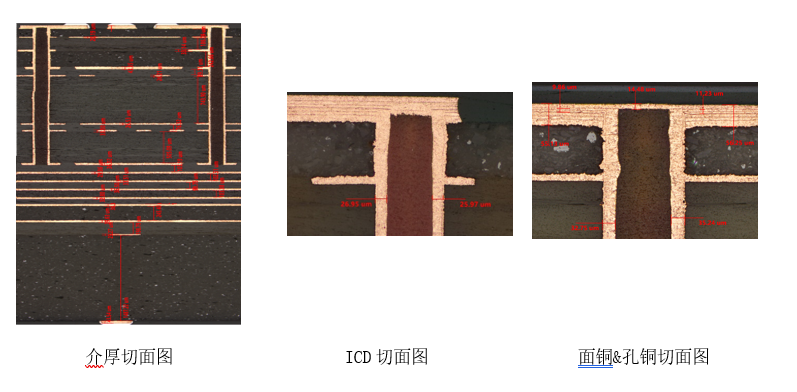
2、多(duō)材(cái)料混壓(yā) ICD 綜合控製難點:產品涉(shè)及四種不同材料混壓成型,不同材料熱膨脹特性、力學性能差異大,對壓合參數、鑽孔參數、等離子除膠參數的匹配性及穩定性(xìng)要求極高,易出現介厚不均、殘膠(jiāo)、孔壁粗糙等品質風險。
3、外層銅厚均勻性:外層需經過三次電鍍加工,電鍍銅厚一致性(xìng)、減銅研磨均勻性(xìng)難以穩定控製,易造成(chéng)板麵銅厚偏差超標,影響線路精度及產品(pǐn)電氣性能。。
4、高厚徑比孔金屬化控製難點:產品最高厚徑比(bǐ)達 30:1,深孔沉(chén)銅覆(fù)蓋性、孔壁金屬層均勻性及孔銅(tóng)與麵銅同步控製難(nán)度大,易出現孔(kǒng)內無銅、孔薄、鍍銅不均等(děng)問題;
5、高精度阻抗控(kòng)製(zhì)難(nán)點:非電鍍層阻抗精度要求(qiú) ±5%,需對銅厚、介質厚度、線寬線距、介電常數等關鍵參數進行全(quán)流程精準控製,對阻抗仿真設計、製程穩定性均(jun1)提出極高要求。
我司對策:
1、多次層壓精(jīng)度(dù)保障方(fāng)案:
A、采用德國進口 LAUFFER 高(gāo)精度層(céng)壓機,確保(bǎo)層壓壓(yā)力、溫度均勻穩定,有效控製板材漲(zhǎng)縮(suō)及板厚(hòu)平整度;
B、配(pèi)備意(yì)大利進口 Pluritec 漲縮測量係統,逐片檢測芯板漲縮係(xì)數,實現內層圖形精準預放(fàng)補償;
C、結合奧寶 LDI 高精度直接成像曝光設備,將圖形製作漲縮極差控製在 1mil 以內,保證多層壓合對位精度。
2、多材(cái)料混壓 ICD 參數優化方案:通過多輪 DOE 工藝試驗(yàn),係統優化壓合、鑽孔、除膠等關(guān)鍵工序參數,建立多材料混壓(yā)專(zhuān)屬工藝窗口,實現各工(gōng)序參數(shù)精準匹配,確保介電層厚度均勻、孔壁潔淨、層間結合穩定可靠。
3、外(wài)層銅厚均勻性(xìng)及高厚徑比控製方案:
A、采用行(háng)業先進三合一垂直電鍍生產(chǎn)線,設備可滿足 75:1 超高(gāo)厚徑比孔金屬化加工需求,可充分覆蓋 30:1 製程要求,保證孔銅與麵銅均勻性
B、減銅(tóng)研磨工序采用日本進口高精度研磨(mó)設備,有效控製研磨精度,將板麵銅厚極差(chà)控製在 8μm 以(yǐ)內
4、高精度(dù)阻抗控製方案:
A、采用韓國進口真空二流體蝕刻生產線,實現精細線路高精度加工,線寬(kuān)公差穩(wěn)定控製在 ±3% 以內(nèi);
B、依托 LAUFFER 層壓機穩定控製介質厚度均勻性,降(jiàng)低阻抗離散性
C、建立完善的(de)阻抗模擬數據庫,通過前期精(jīng)準仿真設計與製程參數閉環管控,實現設計與實物 “零偏(piān)差”,確(què)保非電(diàn)鍍層阻抗(kàng)精度滿足 ±5% 要求。